Welcome to Pinghu Zhanpeng adesivo hot melt Web & Film Co., Ltd. Enterprise Official Website.
Fornitore di soluzioni di incollaggio a caldo
+86-573-85032008


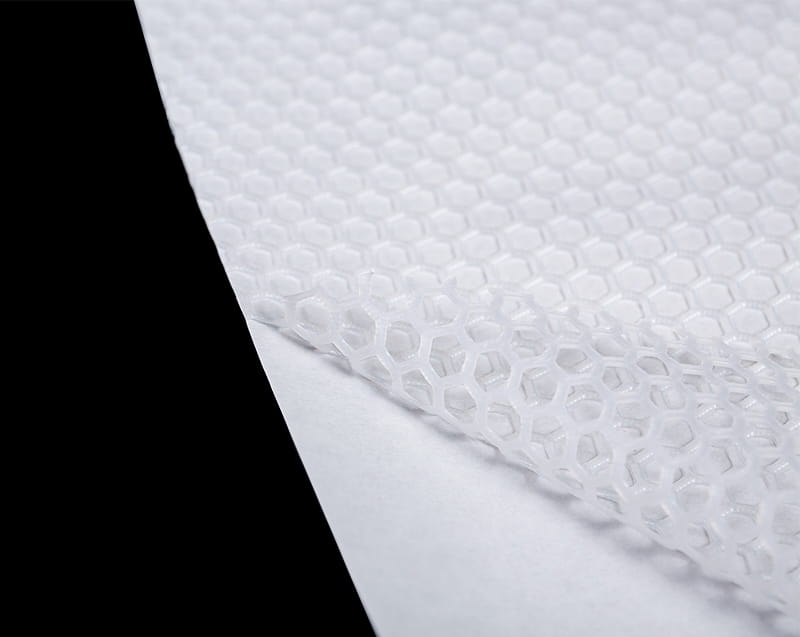
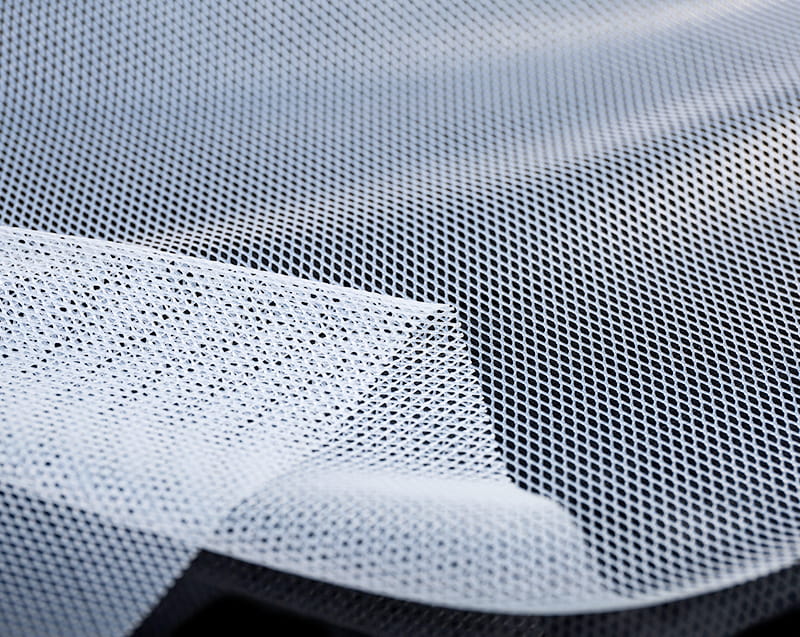
La rete adesiva hot melt senza carta, denominata anche rete adesiva hot melt senza carta, rete adesiva termoplastica indipendente o rete adesiva autoportante, è un materiale adesivo termoplastico a forma di rete o rete prodotto e fornito senza carta di supporto o pellicola protettiva. A differenza delle tradizionali pellicole adesive hot melt laminate su carta release rivestita in silicone per la manipolazione e la fustellatura, una rete adesiva senza carta è una struttura a rete aperta autoportante che può essere maneggiata, trasportata, tagliata e posizionata direttamente senza richiedere un substrato di supporto per tenerla insieme.
La struttura a rete o a rete viene prodotta estrudendo l'adesivo termoplastico – tipicamente poliammide (PA), poliuretano (TPU), poliestere (PES), poliolefina o etilene-vinilacetato (EVA) – attraverso uno stampo rotante o un processo spunbond che deposita l'adesivo fuso in uno schema a griglia a trama aperta. Quando l'adesivo si raffredda, si solidifica in una rete dimensionalmente stabile con un rapporto di area aperta definito (tipicamente 40–80% di spazio aperto) che consente agli strati di tessuto sopra e sotto di legarsi direttamente tra loro attraverso le aperture della rete anziché incollarsi solo nei punti di contatto dell'adesivo. Questa struttura aperta è uno dei principali vantaggi prestazionali della rete adesiva rispetto alla pellicola adesiva solida.
L’assenza di supporto in carta non è semplicemente una misura di risparmio sui costi, ma cambia radicalmente il modo in cui viene utilizzato il prodotto. Senza carta di rilascio, non ci sono scarti del liner da gestire, nessuna fase di delaminazione prima dell'incollaggio, nessun costo di smaltimento del liner e nessun rischio che frammenti di carta contaminino l'assemblaggio incollato. Per applicazioni di giunzione di tessuti e tessuto non tessuto ad alto volume in cui la rete adesiva viene applicata in un processo di laminazione continuo da rotolo a rotolo, l'eliminazione del supporto di carta semplifica l'infilatura della macchina, riduce il peso del rotolo e riduce il consumo di materiale per metro quadrato di prodotto accoppiato eliminando completamente lo strato di carta.
Il confronto tra la rete adesiva hot melt senza carta e la pellicola adesiva convenzionale con supporto in carta è la distinzione più importante che gli acquirenti devono comprendere prima di specificare uno dei due prodotti. Entrambi sono materiali leganti termoplastici attivati dal calore e dalla pressione, ma la loro forma fisica, i requisiti di manipolazione, il meccanismo di legame e le caratteristiche prestazionali dell'uso finale differiscono in modo tale da renderli adatti a diverse applicazioni.
La pellicola adesiva hot melt convenzionale è un foglio adesivo solido e continuo: ogni punto dell'area di incollaggio è ricoperto di materiale adesivo. Quando attivato, crea un legame su tutta la superficie dell'interfaccia. Questo legame a copertura totale può essere auspicabile per la laminazione impermeabile (incollaggio di membrane impermeabili, laminazione di pellicole) ma blocca completamente la trasmissione di aria, vapore acqueo e liquidi attraverso il gruppo incollato. La rete adesiva hot melt, al contrario, lascia aperto il 40–80% dell’area di interfaccia, consentendo il mantenimento della traspirabilità, della trasmissione del vapore acqueo e della permeabilità acustica nella struttura incollata. Questo è il motivo per cui l’adesivo a rete domina nelle applicazioni tessili ad alte prestazioni – abbigliamento sportivo, abbigliamento outdoor, indumenti medici e laminati con membrana traspirante – dove il tessuto accoppiato deve mantenere proprietà di traspirabilità e gestione dell’umidità.
La pellicola adesiva con supporto in carta richiede una fase di delaminazione, ossia il distacco del rivestimento protettivo dall'adesivo, prima o durante l'incollaggio. Nei macchinari di laminazione automatizzati, ciò significa che un sistema di riavvolgimento del liner deve essere integrato nella macchina, aggiungendo complessità meccanica e creando rotoli di scarto del liner che devono essere raccolti e smaltiti. La rete adesiva senza carta si infila direttamente nella fessura di laminazione come uno strato di tessuto, senza rivestimento da rimuovere. Ciò semplifica la progettazione della macchina, riduce i tempi di configurazione ed elimina la gestione del rivestimento come variabile di produzione. Per le applicazioni manuali (incollaggio di polsini, colletti e orli nella costruzione di indumenti), la rete senza carta può essere tagliata, posizionata e incollata senza alcuna fase preparatoria, rendendone più veloce l'utilizzo nei flussi di lavoro di produzione non completamente automatizzati.
La pellicola adesiva con supporto in carta comprende sia lo strato adesivo che la carta siliconata, che in genere pesa da sola 80-130 g/m², spesso più del rivestimento adesivo che trasporta. L'acquirente paga entrambi i materiali ma scarta la carta dopo l'incollaggio. La rete adesiva senza carta elimina completamente questo spreco di materiale: ogni grammo di materiale acquistato finisce nel prodotto finito o come adesivo nel giunto incollato. Su scala di produzione, questa riduzione del peso del rotolo acquistato si traduce in lunghezze di rotolo più lunghe per chilogrammo di adesivo, meno cambi di rotolo per turno e costi di trasporto inferiori per unità di capacità di incollaggio.
Il polimero termoplastico utilizzato come resina di base di una rete adesiva hot melt ne determina la temperatura di attivazione, la forza di adesione, la flessibilità dopo l'incollaggio, la resistenza al lavaggio, la compatibilità chimica e le caratteristiche prestazionali per l'uso finale. Selezionare la giusta composizione chimica del polimero per l'applicazione è importante quanto selezionare il corretto rapporto tra peso netto e area aperta: un legame che si attiva magnificamente e resiste durante l'uso iniziale ma fallisce dopo cinque cicli di lavaggio è un fallimento del prodotto, indipendentemente dall'efficienza con cui è stata applicata la rete.
| Tipo di polimero | Temp. di attivazione | Resistenza al lavaggio | Flessibilità | Applicazione tipica |
|---|---|---|---|---|
| Poliammide (PA) | 120–160°C | Eccellente (60 lavaggi) | Moderato | Abbigliamento da lavoro, abbigliamento sportivo, interfodera |
| Poliuretano (TPU) | 100–140°C | Molto buono (40-60 lavaggi) | Alto | Abbigliamento sportivo, calzature, tessuti elasticizzati, medicale |
| Poliestere (PES) | 130–170°C | Buono (30–50 lavaggi) | Moderato–Low | Tessuti tecnici, interni auto, filtrazione |
| EVA | 80–120°C | Moderato (15–30 washes) | Alto | Incollaggio a basso costo, laminazione di schiuma, non tessuti |
| Poliolefina (PO) | 90–130°C | Moderato (20–35 washes) | Alto | Prodotti igienici, imballaggi, non tessuti usa e getta |
Le reti in poliammide sono i cavalli di battaglia delle applicazioni tessili ad alte prestazioni e di abbigliamento dove è richiesta la durabilità attraverso ripetuti lavaggi. Gli adesivi PA formano forti legami intermolecolari con fibre tessili di poliammide e poliestere, producendo legami che mantengono l'integrità attraverso 50-100 cicli di lavaggio in condizioni di test standard ISO o AATCC. La flessibilità moderata della rete in PA accoppiata si adatta bene alle applicazioni di indumenti strutturati (interfodera del colletto, unione della cintura, unione dei bordi delle tasche) in cui l'area accoppiata dovrebbe resistere allo stiramento anziché estendersi con il tessuto.
Le reti in TPU sono diventate la scelta dominante per l'unione di indumenti elasticizzati e le applicazioni calzaturiere perché il legame in poliuretano rimane flessibile ed elastico dopo l'attivazione, l'allungamento e il recupero con il substrato anziché creare una zona accoppiata rigida che limita il movimento dell'indumento o provoca rotture della cucitura durante la flessione. Nella costruzione di calzature sportive, la rete adesiva in TPU unisce l'esterno alla tomaia attraverso complessi contorni tridimensionali che richiedono che lo strato adesivo si fletta ripetutamente durante ogni passaggio per tutta la vita della scarpa.
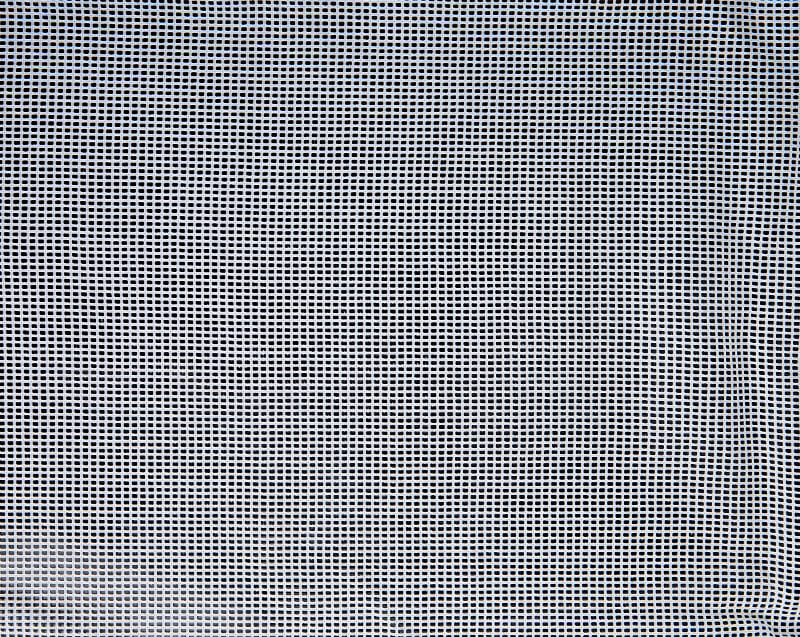
Le reti adesive hot melt sono specificate da due parametri strutturali primari: peso areale (in grammi per metro quadrato, g/m²) e rapporto di area aperta (percentuale della superficie della rete a maglia aperta rispetto al filamento adesivo). Questi due parametri insieme determinano la quantità di adesivo depositata per unità di area dell'assemblaggio incollato, che controlla direttamente la forza di adesione, la ritenzione della traspirabilità, la rigidità aggiunta al tessuto accoppiato e il costo del consumo di adesivo per metro di prodotto finito.
I pesi reali delle reti adesive senza carta variano generalmente da Da 5 g/m² a 80 g/m² , che copre applicazioni dalla laminazione di membrane traspiranti ultraleggere nella fascia bassa fino all'incollaggio strutturale pesante di tessuti tecnici e compositi nella fascia alta. La maggior parte delle applicazioni di abbigliamento rientrano nell'intervallo 10-30 g/m², che fornisce un'adeguata forza di adesione per cuciture e orli senza aggiungere rigidità percettibile ai tessuti leggeri o a maglia. Le applicazioni tessili tecniche e automobilistiche possono richiedere reti da 40–80 g/m² in cui viene data priorità all'elevata resistenza alla pelatura o alla durabilità del legame sotto stress meccanico rispetto alla riduzione al minimo del peso o della rigidità aggiuntivi.
Una regola generale per l'incollaggio dei tessuti: il peso netto dell'adesivo dovrebbe essere pari al 10–20% del peso areale del tessuto più leggero per ottenere un legame equilibrato che non prevalga sulla sensazione al tatto della struttura assemblata. L'unione di un rivestimento esterno in tessuto da 100 g/m² a una fodera in maglia da 50 g/m² suggerisce una rete adesiva nell'intervallo 5–10 g/m². L'accoppiamento di un pile tecnico da 300 g/m² a un tessuto rivestito in PVC da 200 g/m² suggerisce 20–40 g/m². Deviare significativamente al di sopra di questo intervallo produce un assemblaggio incollato che sembra rigido e assiduo; deviando significativamente al di sotto di esso si produce un legame che si stacca sotto sollecitazione moderata, in particolare nelle aree curve o flesse del prodotto finito.
Il rapporto dell'area aperta interagisce anche con la costruzione del tessuto. I tessuti a trama fitta con piccoli spazi tra le fibre traggono vantaggio da reti con area aperta più elevata (60-80% aperta) perché i filamenti adesivi devono penetrare tra i fili del tessuto per creare incastri meccanici: un'area più aperta significa aperture della rete più grandi che consentono una penetrazione più profonda dell'adesivo nella struttura del tessuto. Le maglie larghe e i non tessuti con strutture di fibre intrinsecamente aperte raggiungono un'adeguata penetrazione con reti più dense (40–60% di area aperta) perché il tessuto stesso fornisce percorsi per il flusso di adesivo durante l'incollaggio.
Rete adesiva hot melt senza carta ha stabilito la sua posizione come materiale adesivo d'elezione in diversi importanti settori manifatturieri, ciascuno dei quali sfrutta una combinazione specifica delle proprietà del prodotto (traspirabilità, flessibilità, resistenza al lavaggio, processo pulito o efficienza produttiva) per risolvere una sfida di incollaggio che gli adesivi convenzionali o il fissaggio meccanico non possono affrontare in modo altrettanto efficace.
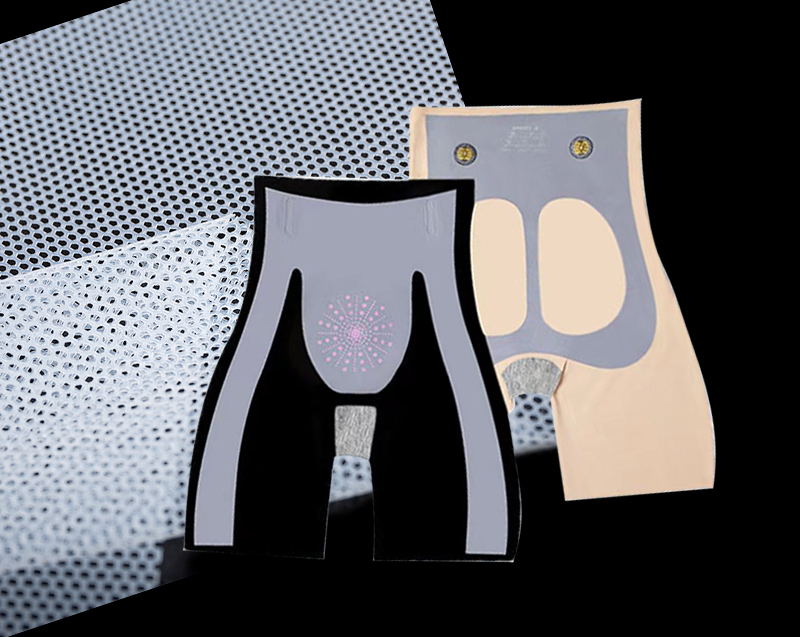
Gli indumenti senza cuciture e con cuciture incollate nell'abbigliamento sportivo ad alte prestazioni utilizzano reti adesive in TPU e PA per unire i pannelli di tessuto senza cucire, eliminando le creste e i punti di pressione che le cuciture cucite creano contro la pelle durante l'attività ad alta intensità. Collant da corsa, maglie da ciclismo, tute da triathlon, indumenti compressivi e strati di base sono prodotti tipici in cui l'incollaggio della rete adesiva sostituisce o integra la cucitura. L'area aperta della rete mantiene la traspirabilità e le prestazioni di assorbimento dell'umidità del tessuto: una solida pellicola adesiva nella stessa applicazione creerebbe una zona impermeabile che intrappola il calore e l'umidità in ogni cucitura, vanificando l'intero scopo dell'utilizzo di un tessuto tecnico ad alte prestazioni.
I tessuti laminati impermeabili-traspiranti a tre strati - la costruzione utilizzata in gusci da esterno ad alte prestazioni, giacche antipioggia e abbigliamento da sci - legano una membrana impermeabile traspirante (tipicamente ePTFE o pellicola microporosa in poliestere) tra un tessuto esterno in tessuto e un supporto interno in maglia utilizzando un adesivo puntinato o a rete. La rete adesiva senza carta nella gamma 8–20 g/m², con un elevato rapporto di area aperta del 60–75%, consente di mantenere il tasso di trasmissione del vapore acqueo (MVTR) della membrana nel gruppo laminato. Questo è il motivo per cui i laminati a tre strati incollati con adesivo netto possono raggiungere valori MVTR di 15.000–30.000 g/m²/24 ore nella forma finita: prestazioni che verrebbero completamente distrutte da una laminazione con pellicola adesiva solida.

Le bende compressive mediche, i supporti ortopedici, i componenti delle medicazioni e i teli chirurgici monouso utilizzano una rete adesiva hot melt senza carta per l'incollaggio dei componenti perché il formato senza carta elimina qualsiasi rischio di contaminazione delle fibre di carta nel prodotto medico e la struttura aperta della rete mantiene le proprietà di traspirabilità e gestione dei fluidi richieste per i dispositivi medici a contatto con la pelle. Le reti in PA e TPU utilizzate nelle applicazioni mediche devono soddisfare i requisiti di biocompatibilità, in genere i test della serie ISO 10993, e devono essere dimostrabilmente prive di allergeni, plastificanti e sostanze estremamente problematiche (SVHC) ai sensi del regolamento REACH.
I tessuti dei pannelli delle portiere, i laminati del rivestimento del tetto, i gruppi di rivestimento dei sedili e i materiali del rivestimento del bagagliaio negli interni automobilistici utilizzano reti adesive hot melt PES e PA per incollare strati di tessuto decorativo a supporti in schiuma, substrati non tessuti o pannelli di supporto strutturali. L'ambiente automobilistico richiede durabilità dell'incollaggio in un ampio intervallo di temperature, da condizioni di avviamento a freddo di -40°C a temperature di immersione termica del cruscotto di 90°C, combinata con la resistenza ai plastificanti, ai solventi per la pulizia e all'esposizione ai raggi UV caratteristica degli interni dei veicoli. Le reti PES con elevate temperature di attivazione e ampia stabilità della temperatura post-incollaggio sono particolarmente adatte a questo ambiente esigente e la loro compatibilità con il processo di laminazione continua consente la produzione ad alta velocità di laminati tessili per il settore automobilistico su linee di laminazione a calendario.
Le tomaie delle calzature sportive, i puntali, gli irrigidimenti del tallone e gli attacchi della fodera utilizzano ampiamente la rete adesiva in TPU perché il legame flessibile e durevole che produce rimane intatto attraverso le sollecitazioni di flessione e torsione imposte sulla struttura della scarpa durante l'attività atletica. Il formato netto consente di unire in modo coerente forme tridimensionali complesse in assemblaggi automatizzati di grandi volumi, e l'assenza di un rivestimento in carta semplifica la movimentazione dei materiali nelle fabbriche di calzature dove le dimensioni ridotte dei componenti rendono la rimozione del rivestimento noiosa e soggetta a errori nelle operazioni di assemblaggio manuale.
La rete adesiva hot melt senza carta viene attivata dalla combinazione di calore e pressione: lo stesso principio di incollaggio della pellicola adesiva hot melt convenzionale, ma con parametri di processo che possono differire dall'esperienza esistente dell'acquirente con i prodotti con supporto in carta. L'utilizzo di condizioni errate di temperatura, pressione, tempo di permanenza o raffreddamento produce legami che falliscono prematuramente e la comprensione del motivo per cui ciascun parametro è importante consente un'efficace impostazione del processo e risoluzione dei problemi.
Le termopresse industriali a letto piano sono l'attrezzatura standard per le operazioni di unione in lotti nella produzione di indumenti, producendo incollaggi su aree da 30×40 cm a 60×80 cm per ciclo di stampa. Le piastre della pressa devono raggiungere la temperatura di attivazione dell'adesivo in modo uniforme su tutta l'area della piastra; una variazione di temperatura superiore a ±5°C attraverso la piastra produce una qualità di adesione incoerente, con aree di attivazione incompleta adiacenti alle zone di sovraadesione. Le linee continue di laminazione a calendario fanno passare il sandwich di tessuto tra rulli riscaldati a velocità controllata, raggiungendo velocità di produzione molto elevate per la laminazione di tessuti roll-to-roll. Il processo di calandratura richiede un controllo preciso della temperatura del rullo, della pressione del nip e della velocità della linea per mantenere una qualità di giunzione costante su tutta la larghezza del nastro e durante l'intero ciclo di produzione.
Poiché la rete adesiva non ha un supporto di carta, il rotolo deve essere maneggiato con cura per evitare che la struttura a maglia aperta si deformi o che gli strati del rotolo si blocchino insieme sotto pressione sostenuta durante lo stoccaggio. Conservare i rotoli in posizione verticale o sospesi su un albero attraverso l'anima: non appoggiare mai i rotoli in piano e impilare il peso sopra, poiché ciò comprime la struttura a rete e può far sì che gli strati adiacenti si uniscano insieme a temperatura ambiente in ambienti di stoccaggio caldi. Mantenere le temperature di stoccaggio inferiori a 30°C ed evitare un'umidità relativa superiore al 70% per evitare l'assorbimento di umidità che può influenzare il comportamento di attivazione degli adesivi PA e PES. I rotoli che sono stati conservati in condizioni fresche devono essere lasciati equilibrare alla temperatura dell'ambiente di produzione prima dell'uso per evitare la formazione di condensa sulla superficie adesiva, che compromette la qualità dell'incollaggio.
La verifica della qualità dei legami prima della produzione e il monitoraggio durante il ciclo di produzione evitano il costoso scenario di scoprire guasti dei legami dopo che migliaia di metri di prodotto finito sono stati prodotti e potenzialmente spediti ai clienti. I metodi di prova standard per le incollature di reti adesive hot melt nelle applicazioni tessili sono ben definiti dagli standard ISO e AATCC e la maggior parte delle operazioni di incollaggio dei tessuti dovrebbe implementare almeno un test di resistenza alla pelatura e un test di durabilità al lavaggio come parte del programma di qualità della produzione.


Tutti i diritti riservati:Pinghu Zhanpeng adesivo hot melt Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号